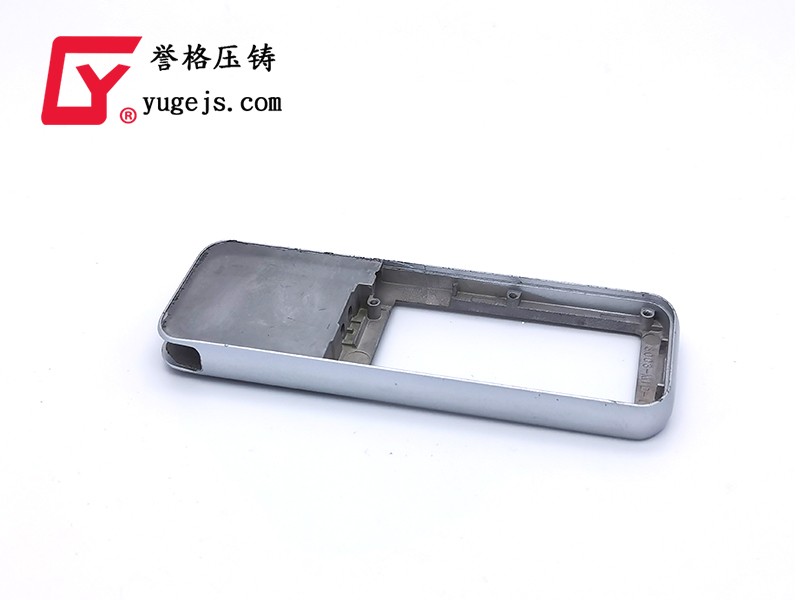

深圳鋅合金壓鑄廠講解鉆孔時需注意的細節
(1)鋅合金壓鑄件在進行螺紋鉆孔時,首先需要對深圳鋅合金壓鑄加熱,降低硬度,提高鉆孔的工作效率。
(2)鋅合金壓鑄件在鉆孔時,應一邊加工一邊關注潤滑油,用來降低深圳鋅合金壓鑄件的阻力。
(3)鋅金壓鑄件在鉆孔開始時,事前一定需要準備好一套精密的夾具,用來安穩鋅合金壓鑄件在鉆孔時的方位。
(4)鋅合金壓鑄件鉆孔時,首先應對深圳鋅合金壓鑄件結構與產品厚度進行全面的點評,因為鋅合金壓鑄件的硬度有限,故在鋅合金壓鑄件進行鉆孔加工時,一定要注意孔與鋅合金壓鑄件邊端的距離。
(5)鋅合金壓鑄廠在鉆孔時經常會遇到攻不通的螺孔時,要經常退出絲錐,掃除孔中的切屑。
(6)鋅合金壓鑄廠在對深圳鋅合金壓鑄件鉆孔時,首先應選用激光對鋅合金壓鑄件產品進行定位,此次全程都是電腦操控,可以使鉆孔方位、鉆孔直徑與規劃圖紙完全符合,提高鉆孔的精度。
(7)鋅合金壓鑄件機攻時,絲錐與螺孔要保持同軸性。
(8)鋅合金壓鑄件機攻時,絲錐的校準部分不能全部出面,否則在反車退出絲錐時會產生亂牙。
(9)鋅合金壓鑄件機攻時的切削速度,一般鋼料為6-15米/分;調質鋼或較硬的鋼料為5-10米/分;

熱線電話
微信掃一掃